- Новости и статьи ›
- Эффективное управление энергетическими ресурсами
Рапид запускает в производство низкорамную дробилку LBB 300
Продукты | 02.02.2016
Индустрия пластмасс, особенно литье под давлением, это развивающийся рынок с большим потенциалом для развития инноваций и новых методов производства. Но, к сожалению, производственные процессы, и особенно литье под давлением, характеризуются потреблением большого количества энергии. А постоянно повышающиеся стоимость энергии и сырья вынуждают повышать цену на продукцию. Все это в условиях высокой конкуренции требует изыскания решений по сохранению конкурентоспособности продукции, искания путей экономии энергии.
Литье под давлением - это термический процесс. Когда материал сначала расплавляется, а затем охлаждается в форме, для осуществления обоих процессов требуется энергия.
Также и поддержание энергетического баланса производственного здания требует энергозатрат. В этом случае имеют своё влияние как внутренние, так и внешние (климатические) факторы. Летом тепло приходится отводить, а зимой это тепло целесообразно использовать для отопления части помещений. Важно создать комфортные условия для персонала. Только в комфортных температурных условиях достигается высокое качество труда.
Как выбрать правильную систему охлаждения?
В первую очередь нам необходимо рассчитать необходимую мощность охлаждения и связанную с этим наименьшую температуру охлаждающей воды.
Затем мы должны сравнить возможные системы охлаждения, учитывая эксплуатационные расходы. И в конце определить потенциал «лишней» энергии, которую мы обычно выпускаем в окружающую среду. Можем ли мы использовать эту энергию для других процессов или для отопления здания?
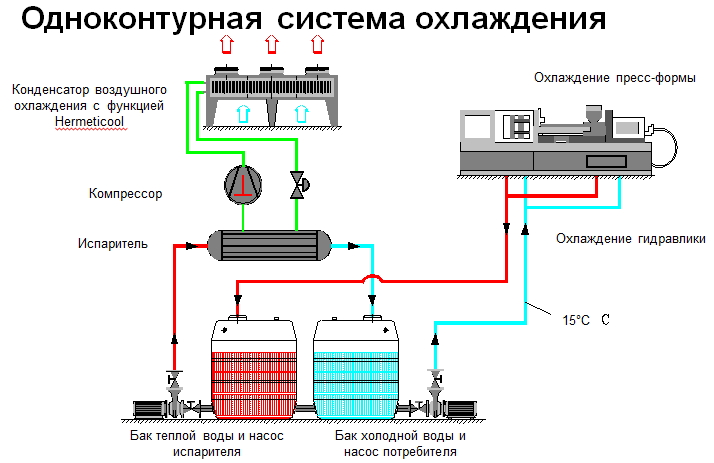
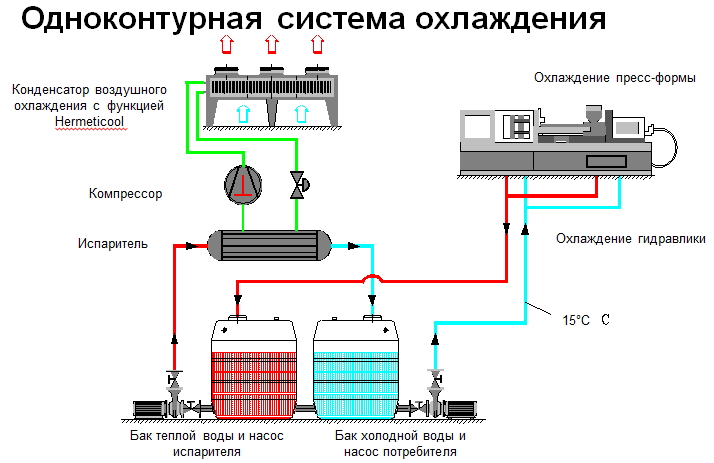
Рассматривая это на примере цеха литья под давлением, определим мощность охлаждения для контура пресс-форм (87 кВт) и гидравлики ТПА (148 кВт). При этом, в контуре пресс-форм необходима температура воды 15°С, а в контуре гидравлики температура воды не должна превышать 30°С.
1) Стандартное решение – это, одноконтурная система на основе чиллера воздушного охлаждения. В таком случае, компрессор (самый «прожорливый» потребитель энергии) будет задействован в течение всего времени производства.
2) В качестве простой, но более эффективной альтернативы можно применить систему из двух автономных контуров охлаждения пресс-форм и гидравлики.
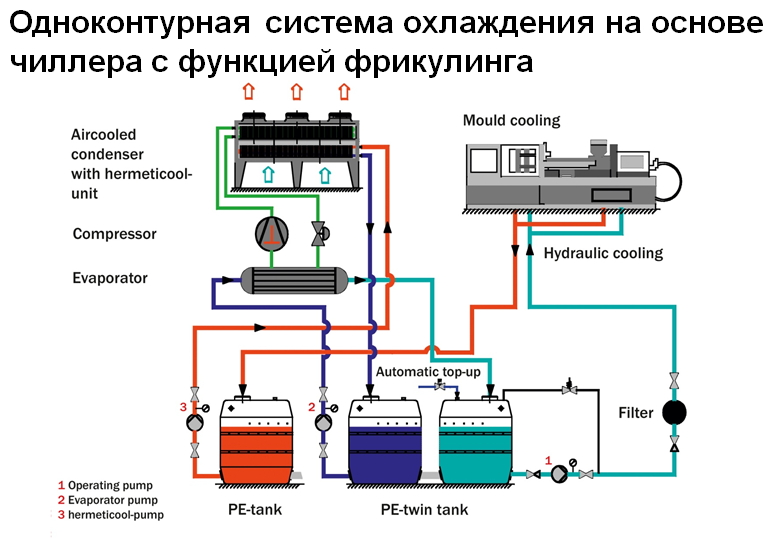
3) И есть системы, которые предлагают возможность сохранения энергии (без какого-либо ущерба для качества продукции) и её дальнейшего использования.
Применение конденсатора воздушного охлаждения с функцией фрикулинга позволит нам снизить энергозатраты на охлаждение воды.
Каковыми будут эксплуатационные расходы на подобранный для стандартной схемы чиллер мощностью 250 кВт?
К расчёту принято:
Время работы 6 800 ч/год
Стоимость электроэнергии 0,078 Евро/кВт ч
Необходимая мощность охлаждения 235 кВт (загрузка чиллера 94%).
Таким образом, в текущие расходы записываем стоимость электроэнергии для работы компрессора, насосов, вентиляторов, для обеспечения необходимых 235 кВт при температуре воды 15°С в течение 6 800 рабочих часов. В результате получим 38 936 Евро/год.
Каковыми станут эксплуатационные расходы в случае применение чиллера с функцией фрикуллинга?
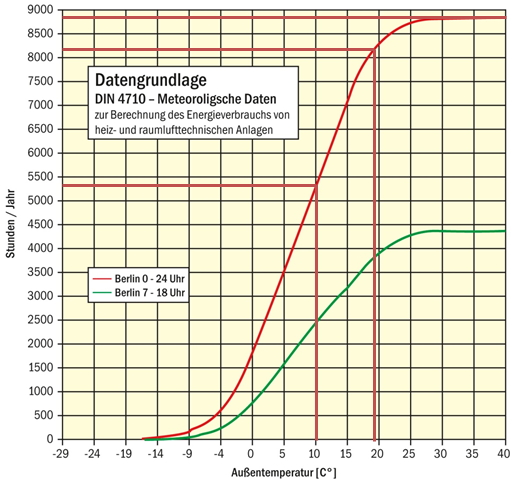
В данном расчёте компания gwk применяет климатический график для Берлина (см. ниже), актуальный для рассматриваемого примера. В России во многих регионах климатические условия будут схожими.
Диаграмма показывает, что температура воды 15°С может быть обеспечена работой только фрикулера в течение 4 133 ч/год. На протяжении 2 128 ч/год требуется совместная работа чиллера и фрикулера. На работу исключительно чиллера приходится всего лишь 539 ч/год.
Другими словами, в течение 5 197 ч/год чиллер либо не работает вовсе, либо загружен частично.
Проведя расчёт эксплуатационных расходов, подобный применённому для работы чиллера в стандартной одноконтурной схеме, получим, что в случае применения фрикулера затраты составят 18 769 Евро в год.
Другими словами, затраты на работу энергоэффективной системы охлаждения на 52% меньше! Это менее половины от расходов на обеспечение круглогодичной работы компрессорного охладителя!
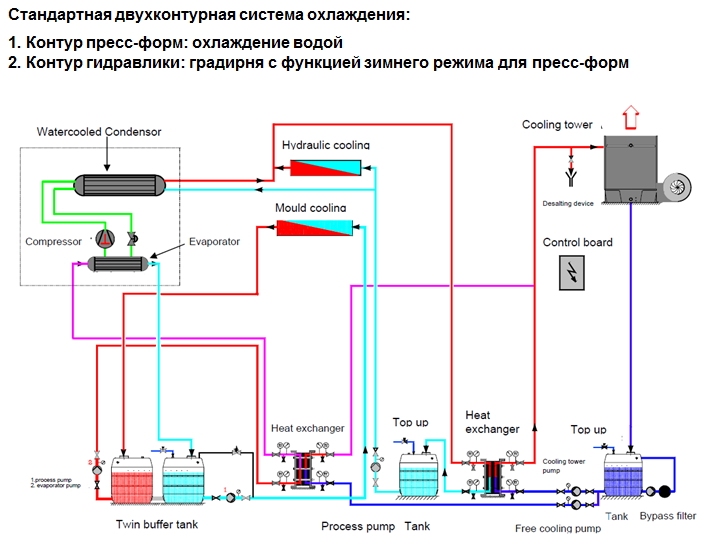
Однако применением двухконтурной системы охлаждения возможно добиться ещё лучшего результата. И здесь также существуют стандартный и инновационный варианты. Стандартная двухконтурная система охлаждения включает в себя чиллер для охлаждения пресс-форм и градирню для охлаждения гидравлики.
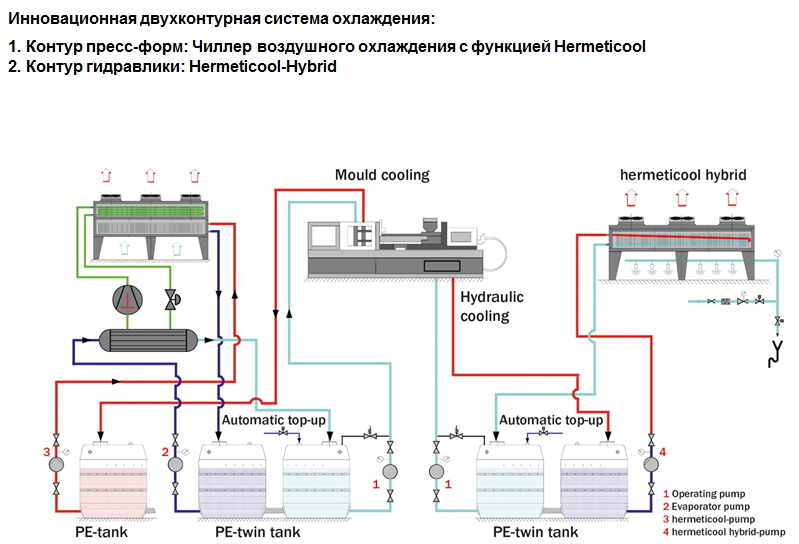
Инновационное же решение реализуется чиллером с выносным конденсатором, берущим на себя функцию фрикулера для предварительного охлаждения воды, и фрикулером для охлаждения гидравлики.
По сравнению со стандартной схемой, инновационная система охлаждения даёт возможность сэкономить 7 642 Евро/год на контуре пресс-форм и 10 868 Евро/год на контуре гидравлики.
Сравним последовательно расходы на все рассмотренные варианты систем охлаждения:
| Стандартная одноконтурная система с температурой 15°С | 38 936 Евро/год |
| Оптимизированная одноконтурная система с температурой 15°С | 18 769 Евро/год |
| Оптимизированная двухконтурная система с температурами 15/30°С | 15 764 Евро/год |
Возможная экономия для одноконтурной системы 52%
Возможная экономия для двухконтурной системы 60%
Вероятно, Вы также задумываетесь над модернизацией системы охлаждения. И мы будем рады помочь Вам разработать максимально эффективную схему.
Вы получите решение с учётом Ваших климатических условий, технологических требований и потребностей прочих потребителей, на нужды которых может быть перенаправлена «лишняя» энергия.
О КОМПАНИИ
Эксклюзивный дистрибьютор ведущих европейских компаний по производству оборудования для переработки пластика.
Поставляем в Россию основное и периферийное оборудование с 2005 года.
ГЛАВНЫЙ ОФИС

603087, Россия, Нижний Новгород,
ул. Родионова, 189/24, пом. 1
